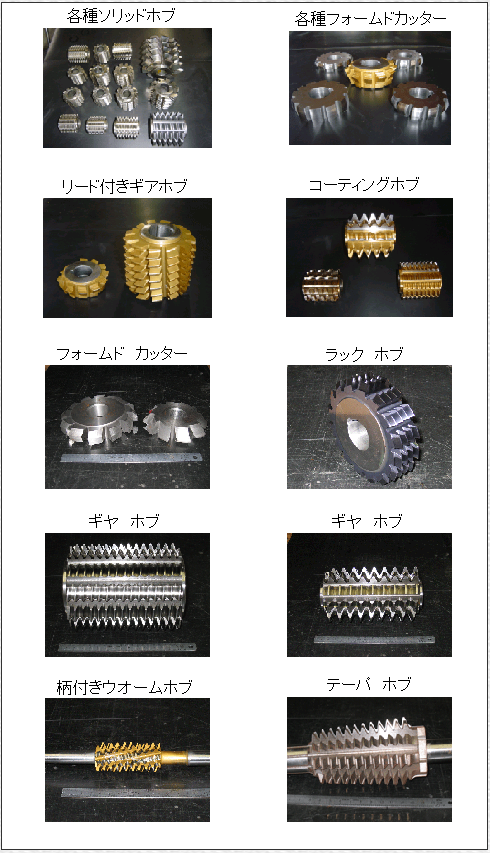
切削膜と成型渦傘滾齒輪刀具定製
月添加切削膜成本+原使用切削液
添加切削膜效率=──────────────────────
貴廠月車刀具消耗成本
一般而言:“添加切削膜成本<消耗刀具成本”
此產品就可投資。
其他益處:加工物提高精度、節省更換刀具人力。
切削膜性能表
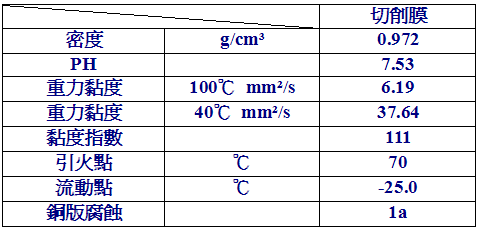
產品名稱:切削膜 300cc
切削膜產品使用說明:當使用礦物切削油作為補強劑時,
它是最適合切面加工(沖孔模加工彎曲、引伸、沖壓、
按壓加工)。由於形成了較強的潤滑油膜,有潛力改善
加工物表面光亮度和加工精度。
此外,因為它是可能減少摩擦,混合滑動面油,可以預期
降低刀具與沖孔模引伸製具摩耗。此外,也增加切削速度
,你可以期望延長使用刀具壽命。
特別是,我將有助於防止車刀與沖模磨損和切削摩擦燃燒
條件下,高溫和高壓,尺寸精度高,表面光滑,和更長的
提高刀具壽命。
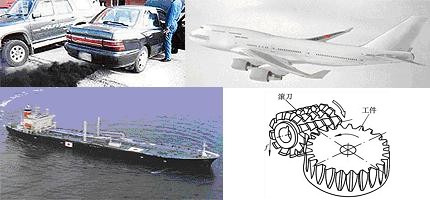
近年,航空飛機科技不斷延伸,由汽車引擎保護膜推廣至
保護飛機渦輪引擎,也將此科技推廣至產業,也是工業
之光展出。
產品名稱:切削膜 19L
此油膜也可以在機械中,如礦物油、齒輪油、汽輪機油中
與切削油混合。
,包括防銹油,保護鐵鏽和機械產品。由於形成一個強而
有力的突出潤滑劑膜,提高表面光亮度和加工精度。也
減少摩擦,也可以在這裡的滑動面油,可以預期降低磨損。
☆ 刀刃加工面好,提高精度,刀尖不易磨損啟痕孔,
降溫,提高生產力,工件不起毛邊,降低更換刀具
延長壽命,切削火花減少,切削屑粉排出順暢。
☆ 超硬鋼、特殊鋼、不鏽鋼(SUS303.304等)難切削
金屬,與切削油混合使用,添加量視切削量來添加,
刀具昂貴原液切削膜使用,重切削較濃(5-20%),
輕切削較稀(2%)。
☆ 加工件完成品,因多少含浸油膜,如工件需要電鍍或
塗裝加工,請用中和劑清洗附著油膜。
GHS分類 分類実施日 H 21.3.27、政府向けGHS
分類ガイダンス(H20.9.5版)を使用
組成及成分情報:混合物、石油系炭化氫及添加劑
|
潤滑油基油 |
非公開 |
50~50 質量% |
礦油情形 比照勞安法 |
|
潤滑油添加劑 |
非公開 |
10~15 |
礦油情形 比照勞安法 |
|
氯化石蠟 |
63449-39-8 |
40~45 |
工業安全和 健康法不適用 |
日本礦油法第57條之2施行令第18條之2表第9項
政令編號:9-168
劇毒物取締法:不適用
PRTR法:不適用
ROHS/ELV對象物質:無
REACH SVHC 15:無
![]()
漸開線滾齒輪刀 ,ホブカッター 材料に粉末ハイス、超硬碳化鎢:
小齒輪CNC高速滾齒刀用:
模數 0.5 , 編號 : CDMH-0.5
模數 0.6 , 編號 : CDMH-0.6
模數 0.7 , 編號 : CDMH-0.7
模數 0.75 , 編號 : CDMH-0.75
模數 0.8 , 編號 : CDMH-0.8
模數 0.85 , 編號 : CDMH-0.85
模數 0.95 , 編號 : CDMH-0.95
模數 1 , 編號 : CDMH-1
中大齒輪CNC中低轉速滾齒刀用:
模數 1.25 , 編號 : CDMH-1.25
模數 1.5 , 編號 : CDMH-1.5
模數 1.75 , 編號 : CDMH-1.75
模數 2.0 , 編號 : CDMH-2.0
模數 2.25 , 編號 : CDMH-2.25
模數 2.5 , 編號 : CDMH-2.5
模數 2.75 , 編號 : CDMH-2.75
模數 3 , 編號 : CDMH-3
模數 3.25 , 編號 : CDMH-3.25
模數 3.5 , 編號 : CDMH-3.5
模數 3.75 , 編號 : CDMH-3.75
模數 4 , 編號 : CDMH-4
模數 4.5 , 編號 : CDMH-4.5
模數 5 , 編號 : CDMH-5
其他請提供圖面加工件與設計刀具安裝尺寸與材質需求:
花鍵滾刀
鏈輪滾刀スプロケットホブSprocket hob
拉刀
多樣化滾齒機專用滾齒刀具
請提供原樣品訂製刀具
(模數0.5-8,dia160mm ,L320mm以內)
(渦輪齒刀、連桿齒刀、其他)
價廉,短交期承接!